Integration sequence:
- Loaded Modules on Rings
- Welding, QC testing
- Load Services into ¼-shell
- Transfer ¼-shell to integration tooling
- Load Rings into ¼-shell
- Transfer Rings to integration tooling
- Integrate Rings into ¼-shell
- Welding, QC testing
- Integrate two ¼-shells
- QC testing
- Package, ship

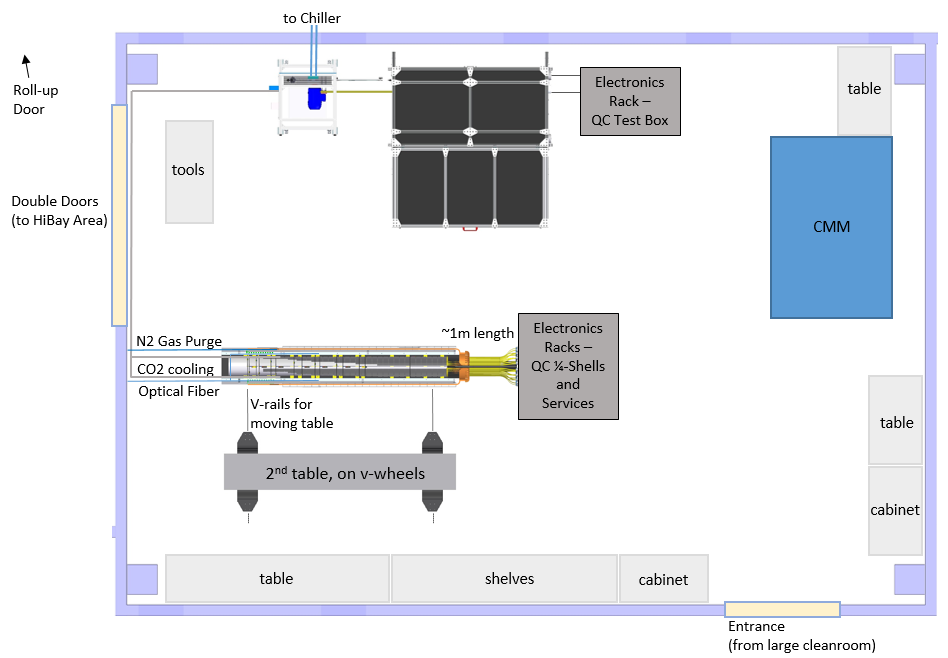
19-0 1/4-shells in B33 cleanroom:


Past presentation: Integration Tooling and Plan at SLAC 8 Nov 2021.pptx
Next steps:
- Prepare for 19-0 (Drafting - setup with dummy rings and linear slide)
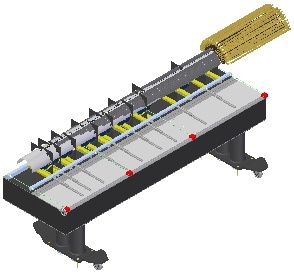
- Finalize design/drawings of tables
Linear Rail
Selection of a linear rail to test for 19-0/1.
Requirements (preliminary):
- Cleanroom compatible
- Load: ~1kg
- weight of loaded Ring and HF (~1kg, not in SE)
- operator load - handling/sliding linear rail
- installing HF onto rail fixture while extended - robust to operator error
- Range: ~0.4m (retracted) to ~0.9m (extended)
- extend by at least 0.5m (to make ring engage far side 1/4-shell)
- retracted length ~0.4m (to not overhang edge of table)
- Precision:
- Line up threaded holes in Ring with thru holes in 1/4-shell
- 2mm pins, 2.4mm clearance holes → ~0.4mm dia. clearance shared between assembly and manufacturing tolerances
- 19-0/1 prototype: linear rail, HF bolted on. no other adjustment. unbolt/rebolt to make small adjustments via oversized holes
- Bolt together, slide in rail, check misalignment, slide out rail, adjust if required
- Bolt together, install taper pins, slide in rail, install fasteners
- Line up threaded holes in Ring with thru holes in 1/4-shell