Optics | Axis | encoder | Repeatability | Range | MPS switch | Limit switch | Actuator | CLF
| FRM
| Forward Move Direction
| Reverse Move direction
| Beam ON Position
| Direction of motion |
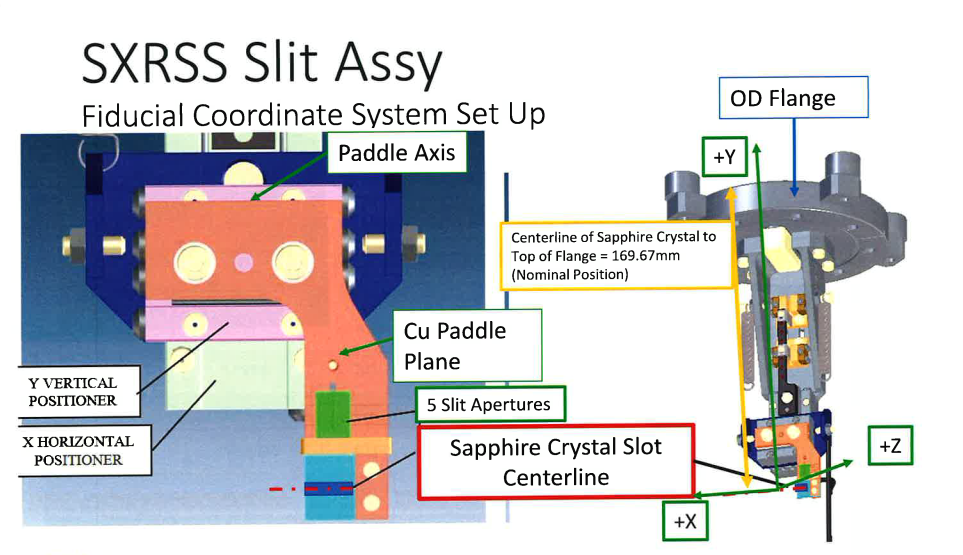
Slits | Y | - | 0.2mm | -15.5, +15.5mm | In/Out; optical switch | - | SLC2445 - UHV | 500 | Mid travel. No need to Set position | +Y | -Y | N/A | Correct as per beam coordinates |
Slits | X | - | 5µm | 2.2mm = ±1.20 mm |
| - | SLC2430 - UHV
SLCp2430dsu-1 | 100 | -X End Stop. Set position here to -1.2mm
| +X | -X | -0.7mm (with 0 in middle of travel range) | Correct as per beam coordinates |
Tests in B031 clean room used ASCII Terminal and MCSConfiguration tools. Software can be found at V:\CD\Motion Control\SmarACT software
Equipment needed for test -2x cables DB15M-F , MCS controller, MCS-3S-PP-SDS15 cable, DB9 connector and serial cable.
NOTES:
Stage Moves according to beam co ordinate system.
-If logged in from MCSConfiguration tool, commands sent from ASCII Terminal do not work. You will need to power cycle the controller to re-establish communication. By doing so, your home position is lost and the stage will need to find reference again.
-By default the stage sets maximum closed loop frequency to 5000. This is too fast for the stage. Use CLF command to change this to appropriate value mentioned in the table above.
-Useful commands
Get System ID- Check if communication has been established. GSI
Set Closed Loop Max Frequency - Defines max Freq the positioner is driven when using closed loop commands. SCLF
Get Position- Returns current position. GP
Find reference Mark -"Finding Home" FRM. This command will behave differently based on the stage.
Set Position to known value. SP
Move Position Relative . MPR (Units nm)
Move Position Absolute. MPA
Open MCSConfiguration Tool
For X axis connected to channel 1 and Y axis connected to channel 3 (On the SW, channel reference starts from 0)
- Set MaxCLF to 100 and 500 for X and Y respectively.
- Press Set MaxCLF button
Disconnect COM Port
Open ASCII Terminal
Connect to COM Port. You will get a fail to open serial error. If so,
Edit > Settings > Connection > Port To Use - Here select the COM that you are using.
Connect to COM Port.
Test communication by using GSI command
Set closed loop max freq
SCLF0,100 response E0,0
SCLF2,500 response E2,0
GP0 response P0,-93
GP2 response P0,-167
GPPK0 respose PPK0,0 (So it lost its reference)
GPPK2 response PPK2,0 (So it lost its reference)
FRM0,4,2000,1 response E-1,7
FRM0,0,2000,1 response E0,0
GPPK0 response PPK0,0
GP0 response P0,-28636
MPR0,1200000,2000 response E0,0
GP0 response P0,1171314
MPR0,500000,2000 response E0,0
GP0 response P0,1671287
MPR0,500000,2000 response E0,0
GP0 response P0,2178038
MPR0,500000,2000 response E0,0
GP0 response P0,2177578
So we hit hard Stop. Going reverse
MPR0,-2000000,2000 response E0,0
GP0 response P0,177574
MPR0,-2000000,2000 response E0,0
GP0 response P0,-28542
MPR0,-500000,2000 response E0,0
GP0 response P0,-27907
So we hit hard Stop.
Total Range is ~2.2mm. Looks like FRM0,0,2000,1 command left axis at -X end of travel and set that position to -28636.!!
Try again.
Disconnect, close app, power cycle controller
Test communication by using GSI command
Set closed loop max freq
SCLF0,100 response E0,0
SCLF2,500 response E2,0
GP0 response P0,-40
FRM0,0,2000,0 response E0,0
GP0 response P0,643
MPR0,2000000,2000 response E0,0
GP0 response P0,2000525
MPR0,1000000,2000 response E0,0
GP0 response P0,2206622
Reached End Stop
MPR0,-25000000,2000 response E0,0
GP0 response P0,516
FRM0,0,2000,1
GP0 response 177
FRM0,0,2000,1
GP0 response 175
FRM0,0,2000,1
GP0 response 223
## FRM0,0 makes the axis move in Positive direction , see ref mark, move in negative direction and stop at end stop. At this point, Use SP0 to set this value to -1.2mm
SP0,-1200000
Y axis
SCLF2,500
GP2 response -73
FRM2,0,2000,1
GP2 response -59
MPR2,-1000000,2000
GP2 response -1000
MPR2,-10000000,2000
GP2 response -11000216
MPR2,-10000000,2000
GP2 response -15438473
MPR2,35000000,2000
GP2 response 15438473
## FRM2,0 makes the axis move in Positive direction , see ref mark, move in negative direction and stop at mid point. The axis set itself to 0mm position.