All heaters are from batch "19-0 stave singlets" (see Heaters.xlsx). Heaters were selected to fit together. Heater soldering information is available here: Dummy Heaters#SolderingProcedures. Please see the PDF attached to that page.
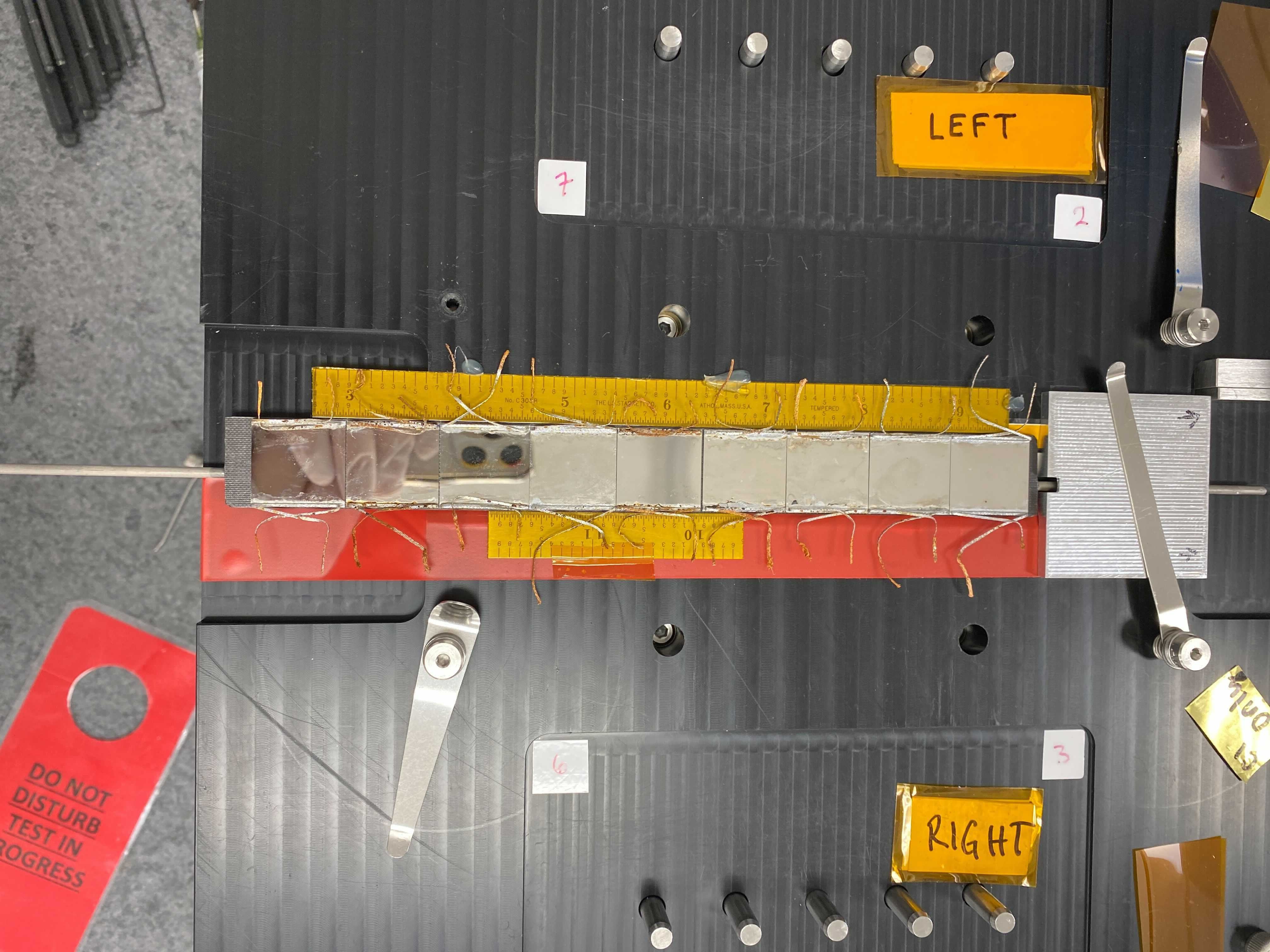
Fully loaded stave,
Module positions: We number the modules 1-9 from left to right in this image
Observations, properties, and measurements by loaded position
| Stave position | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
|---|---|---|---|---|---|---|---|---|---|
| Loading date |
|
| |||||||
| Configuration | 1 | 2 | |||||||
| Syringe ID | 2021-A-24 | 2021-A-25 | 2021-A-26 | 2021-A-27 | |||||
| Loading position | C1 S1 | C1 S2 | C1 S3 | C1 S4 | C1 S5 | C2 S2 | C2 S3 | C2 S4 | C2 S5 |
| Heater ID | #11 | #13 | #6 | #19 | #1 | Spare #4 | Spare #3 | #15 | #12 |
| Properties | C1 S1 (#11) | C1 S2 (#13) | C1 S3 (#6) | C1 S4 (#19) | C1 S5 (#1) | C2 S2 (Spare #4) | C2 S3 (Spare #3) | C2 S4 (#15) | C2 S5 (#12) |
| Carton ID | 2 | 2 | 1 | 1 | 1 | 2 | 2 | ||
| Heater ID in carton | 4 | 6 | 7 | 9 | 1 | 8 | 9 | ||
| Length (mm) | 21.26 | 21.26 | 21.3 | 21.3 | 21.27 | 21.33 | 21.36 | 21.39 | 21.27 |
| Width (mm) | 20.48 | 20.48 | 20.47 | 20.54 | 20.5 | 20.51 | 20.5 | 20.48 | 20.45 |
| Thickness (mm) | 0.26 | 0.26 | 0.26 | 0.3 | 0.26 | 0.3 | 0.3 | 0.26 | 0.26 |
Mass before soldering (g) | 0.3 | 0.3 | 0.3 | 0.3 | 0.3 | 0.3 | 0.3 | 0.3 | 0.3 |
| Mass after soldering (g) | 0.6 | 0.6 | 0.5 | 0.6 | 0.6 | 0.6 | 0.6 | 0.7 | 0.7 |
Resistance (Ω) | 1.8 | 1.9 | 2.0 | 2.0 | 2.1 | 1.9 | 1.9 | 2.0 | 1.9 |
Resistance (Ω) | 2.1 | 1.9 | 2.2 | 2.0 | 1.9 | 1.9 | 1.9 | 2.0 | 2.0 |
Resistance (Ω) (loaded heater, top left to bottom right) | 2.4 | 2.0 | 2.0 | 2.0 | 1.9 | 1.9 | 1.9 | 2.1 | 1.9 |
Resistance (Ω) (loaded heater, top right to bottom left) | 2.1 | 2.0 | 1.9 | 2.1 | 1.9 | 1.9 | 2.0 | 2.0 | 1.9 |
| Visual inspection | C1 S1 (#11) | C1 S2 (#13) | C1 S3 (#6) | C1 S4 (#19) | C1 S5 (#1) | C2 S2 (Spare #4) | C2 S3 (Spare #3) | C2 S4 (#15) | C2 S5 (#12) |
| Before IPA wash |
|
|
| ||||||
| After IPA wash |
| 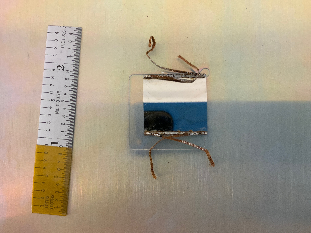 |
|
|
|
|
|
| |
| Pre-loading checks | C1 S1 (#11) | C1 S2 (#13) | C1 S3 (#6) | C1 S4 (#19) | C1 S5 (#1) | C2 S2 (Spare #4) | C2 S3 (Spare #3) | C2 S4 (#15) | C2 S5 (#12) |
| Expected glue layer thickness (μm) | 100-200 | 100-200 | ~200? Higher? | 100-200 | 100-200 | 100-200 | 100-200 | 100-200 | 100-200 |
| Dispensing & Mounting | C1 S1 (#11) | C1 S2 (#13) | C1 S3 (#6) | C1 S4 (#19) | C1 S5 (#1) | C2 S2 (Spare #4) | C2 S3 (Spare #3) | C2 S4 (#15) | C2 S5 (#12) |
| Dispense time | 11:59 AM | 12:27 PM | 12:54 PM | 3:21 PM | 3:48 PM | 12:33 PM | 12:58 PM | 2:54 PM | 3:20 PM |
| Mount time | Noon, 12:00 PM | 12:28 PM | 12:55 PM | 3:23 PM | 3:49 PM | 12:34 PM | 12:59 PM | 2:55 PM | 3:21 PM |
| Estimated glue mass per star (mg) | 77.5 | 73.3 | 75.3 | 76 | 73.5 | 77.4 | 76 | 74.7 | 74.8 |
| Averaged mass tests | #6-9 | #10-16 | #19-21 | #4-6 | #9-14 | #3-7 | #9-14 | #1-6 | #7-12 |
| Time elapsed since syringe fully thawed (minutes) | 75 | 103 | 130 | 39 | 66 | 46 | 71 | 23 | 49 |
| Hold time (minutes) | 20 | 20 | 95 | 20 | Overnight | 20 | 99 | 20 | Overnight |
| Comments | Stave moved so there is a large gap between C1 S2 and C1 S3. S3 also seems to be very high (probably glue was too old) | In contact with C1 S3? | Bottom corner of C2 S3 may have contacted C2 S2 | Clean landing | |||||
Loading experience
| Date | Personnel | Syringe ID | Modules | Photos | Records |
|---|---|---|---|---|---|
| Josh (loader), Hannah (robot operation) | 2021-A-24 2021-A-25 | All configuration 1 | https://photos.app.goo.gl/5Shzj4EU5zfVos8M8 | |
| Josh (loader), Hannah (robot operation) | 2021-A-26 2021-A-27 | All configuration 2 | https://photos.app.goo.gl/rSAu5qn5jbhXpMFN7 | |
| Inspecting the loaded stave | https://photos.app.goo.gl/bU55sQPxWB8Gz5DPA | |||
| Preparing the stave for testing | https://photos.app.goo.gl/fRg8cn8186zqXjuR9 |

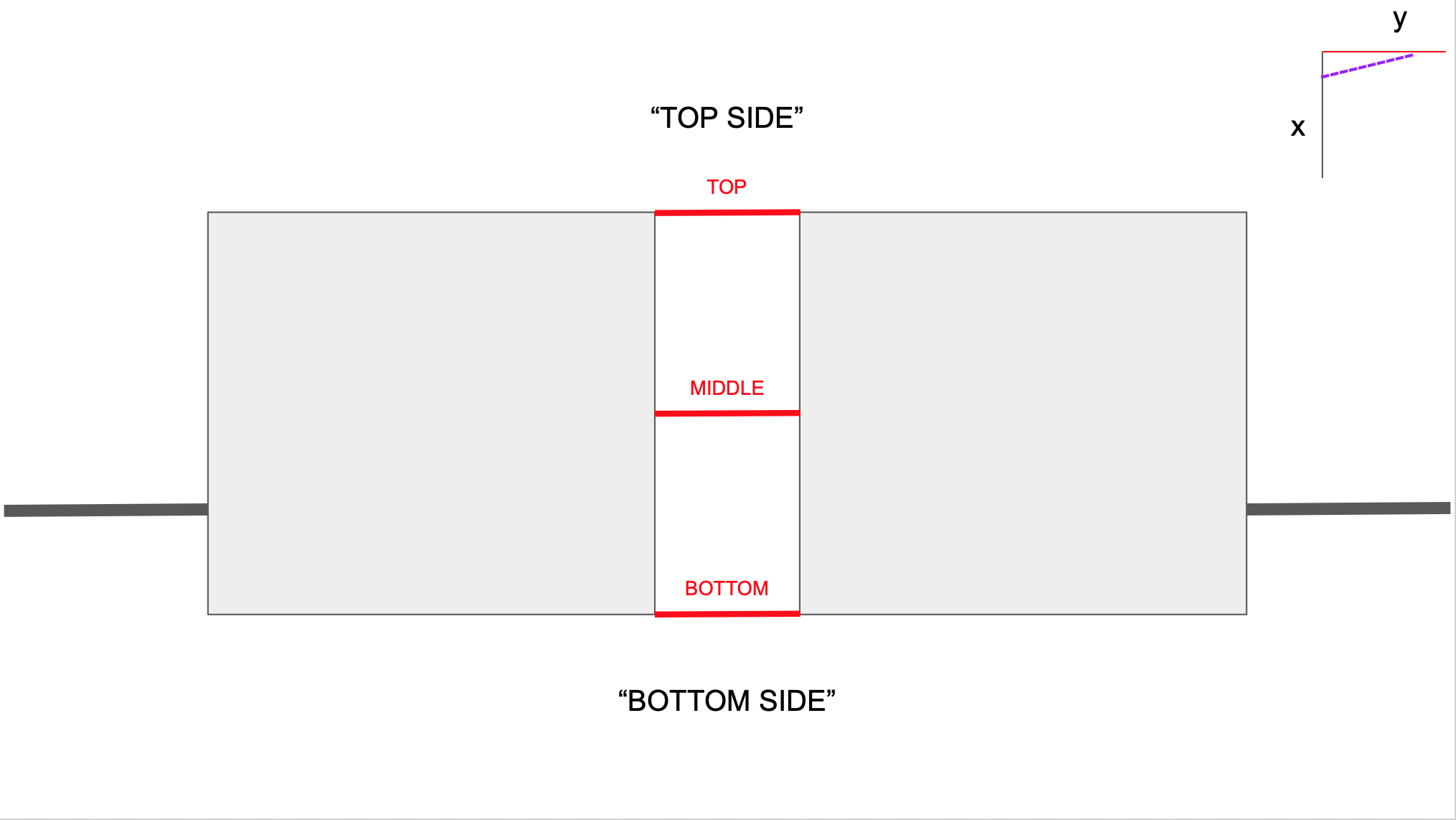
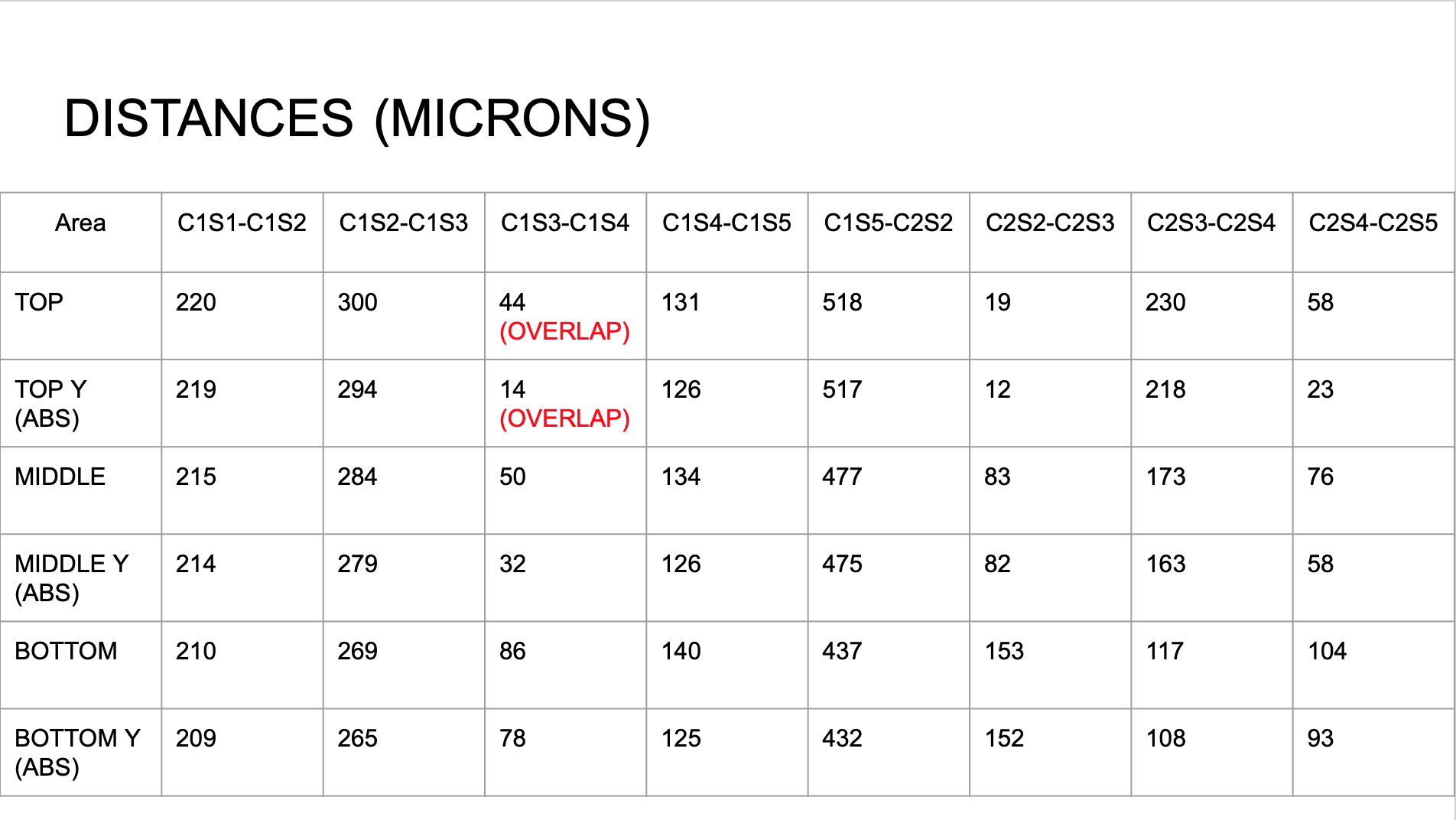
Metrology results with the CMM